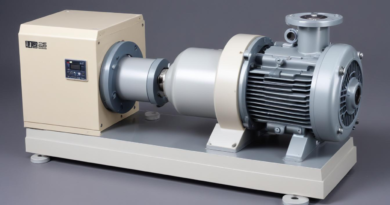
Submersible Pump
Submersible pumps are a specialized type of centrifugal pump that are designed to operate while submerged in fluid. These pumps are typically utilized in applications involving water and other liquids in environments ranging from residential settings to industrial operations. The design comprises a sealed motor that prevents fluid from entering the electrical components, ensuring safe and efficient operation even in deep water.
One of the prominent features of submersible pumps is their ability to transfer fluids from one location to another with minimal energy loss and maximal efficiency. They are particularly effective for moving large volumes of liquid, making them suitable for various purposes in sectors like agriculture, construction, and municipal wastewater management.
- Types of Submersible Pumps:
- Drainage Pumps: Commonly used for dewatering applications and construction site drainage.
- Sump Pumps: Designed to remove water from sump basins, often used in households to prevent flooding.
- Well Pumps: Employed to extract groundwater from wells, providing a reliable water supply for residential use.
- Sewage Pumps: Suitable for transporting sewage waste and wastewater in municipal and industrial settings.
- Major Manufacturers:
- Grundfos
- Liberty Pumps
- Flygt (Xylem)
- Zoeller
- Franklin Electric
The operation of a submersible pump involves a series of components, including an impeller, motor, and volute casing, which work together to create a flow of liquid while minimizing cavitation and turbulence. As the impeller rotates within the motor, it draws fluid in through the intake and discharges it through the discharge pipe. This design allows for high efficiency and cost-effectiveness in energy consumption.
Like all mechanical devices, submersible pumps come with their own set of advantages and disadvantages.
| Advantages | Disadvantages |
|---|---|
|
|
Overall, the versatile nature of submersible pumps makes them a crucial tool for diverse applications, including but not limited to agriculture irrigation, residential plumbing systems, industrial processes, and municipal water supply systems. When selecting the right submersible pump for a specific application, one must consider the type of fluid, the required flow rate, and the total dynamic head to ensure optimal performance.
How Submersible Pumps Work
The operational mechanics of a submersible pump hinge on a carefully-engineered arrangement of components, designed to optimize the pump’s performance while submerged in various fluids.
At the core of a submersible pump is the motor, which is hermetically sealed to prevent fluid ingress that could damage the electrical components. The motor drives the impeller, a rotating component that generates flow by converting rotational energy into fluid movement. As the impeller spins, it creates a low-pressure area that draws liquid into the pump through an intake at the bottom. The liquid is then directed through the volute casing, which transforms the kinetic energy from the impeller into pressure energy, effectively pushing the liquid upward through the discharge pipe.
The key to the effective operation of a submersible pump lies in the principles of hydraulic dynamics and mechanical engineering. The combination of the impeller and volute ensures efficient fluid transport while minimizing turbulence and cavitation, which can lead to damage or reduced efficiency.
In addition to the motor and impeller, several auxiliary components enhance the functionality and efficiency of submersible pumps. These often include:
– Bearings: Usually lubricated with fluid for minimizing wear.
– Mechanical Seals: Prevents any potential leakage between the motor and the pump housing.
– Cable Connections: Provide power to the motor while ensuring watertight integrity.
The entire assembly is designed to operate below the fluid surface, making it an effective solution for transferring liquids from low to high elevations. However, the efficiency of a submersible pump can be affected by various factors such as fluid viscosity, specific gravity, and temperature.
Additionally, there are several types of motors used in submersible pumps:
– AC Motors: Commonly used in residential and light commercial applications.
– DC Motors: Ideal for renewable energy applications, such as solar-powered pumping systems.
– Variable Frequency Drive (VFD) Motors: Allow for adjustable speed, enhancing control over the pumping process based on demand.
While submersible pumps offer significant advantages, their effective performance is contingent upon proper application and sizing. Engineers and pump users should evaluate the specific needs of their projects and environments, which include factors such as:
– Fluid characteristics (temperature, viscosity, and presence of solids)
– Required flow rate and total dynamic head
– Depth of fluid submersion
When assessing operational efficiency, consider the following benefits and challenges associated with the working principles of submersible pumps:
| Benefits | Challenges |
|---|---|
|
|
In summary, understanding how submersible pumps operate is vital for engineers and users alike to ensure optimal application and maintenance, ultimately extending the lifespan and reliability of these crucial systems in fluid management.
Applications of Submersible Pumps
 Submersible pumps are employed across a myriad of applications due to their unique design that allows them to operate efficiently while submerged. These pumps are essential in many sectors, making them versatile tools for fluid management. The following outlines common applications where submersible pumps are utilized:
Submersible pumps are employed across a myriad of applications due to their unique design that allows them to operate efficiently while submerged. These pumps are essential in many sectors, making them versatile tools for fluid management. The following outlines common applications where submersible pumps are utilized:
- Residential Applications:
- Sump Pump Systems: Often located in basements, these pumps are used to remove accumulated water to prevent flooding. They operate automatically when water levels rise, making them crucial for homeowners in flood-prone areas.
- Gardening and Irrigation: Submersible pumps enable efficient water delivery from wells or ponds to irrigate gardens and lawns, enhancing agricultural productivity.
- Industrial Applications:
- DeWatering: Submersible pumps are vital for dewatering construction sites, mines, and tunnels, handling large volumes of water that accumulate during excavation processes.
- Chemical Processing: They are used to transfer various chemicals and wastewater within manufacturing facilities, ensuring safe handling of hazardous materials.
- Agricultural Applications:
- Livestock Water Supply: These pumps supply water from deep wells for livestock, vital in assuring animal welfare, particularly in arid regions.
- Irrigation Systems: Submersible pumps are used to draw water from underground sources for irrigation, greatly benefiting crop yield and sustainability.
- Municipal Applications:
- Wastewater Management: Sewage pumps, a specific type of submersible pump, transport sewage and wastewater from residential and industrial sources to treatment plants.
- Stormwater Management: These pumps help mitigate the effects of flooding in urban areas by removing excess stormwater, contributing to efficient public infrastructure.
The advantages of utilizing submersible pumps in these applications are numerous:
| Advantages |
|---|
|
However, certain disadvantages may limit their application:
| Disadvantages |
|---|
|
Major manufacturers that dominate the submersible pump market include:
- Grundfos
- Liberty Pumps
- Flygt (Xylem)
- Zoeller
- Franklin Electric
The broad range of applications, coupled with their specific advantages and disadvantages, underline the importance of submersible pumps in modern engineering and fluid management projects. Whether addressing residential needs, industrial demands, or municipal services, these pumps remain pivotal in efficiently managing liquids across various environments.
Advantages of Submersible Pumps
Submersible pumps offer a diverse array of advantages that enhance their operational effectiveness in various fluid management scenarios. One of the primary benefits is their energy efficiency. When submerged, these pumps minimize energy losses associated with air interference and head losses that often occur in surface-mounted pumps. This feature makes them particularly desirable in applications where power consumption is a key consideration.
Another significant advantage lies in their space-saving design. Submersible pumps are generally more compact than their above-ground counterparts, enabling installation in confined or challenging spaces, which is often a necessity in both residential and industrial contexts. The reduced noise levels during operation also serve to enhance the user experience and are particularly beneficial in applications where minimal sound pollution is desirable, such as in residential areas or quiet industrial processes.
Submersible pumps can handle solids and abrasives present in the fluids they transport, depending on the specific model. This versatility allows for their use in applications ranging from wastewater management to construction site dewatering, where the presence of particulates is common.
However, there are certain disadvantages to consider as well. Maintenance challenges represent a notable downside; when repairs are needed, the pump often must be extracted from the water, which can be a labor-intensive process. Moreover, the risk of overheating exists if the pump is not appropriately sized or maintained, potentially leading to premature failure of the motor.
The initial investment for submersible pumps is typically higher compared to surface pumps, driven by their complex design and manufacturing processes. Finally, these pumps may exhibit limited efficacy in low water situations; their design may not be optimal for very shallow applications, requiring careful consideration of the operating environment.
The following table provides a concise overview of the advantages and disadvantages of submersible pumps:
| Advantages | Disadvantages |
|---|---|
|
|
When selecting a submersible pump, it is essential to consider these advantages and disadvantages alongside the specific requirements of the application. Major manufacturers, such as Grundfos, Liberty Pumps, Flygt (Xylem), Zoeller, and Franklin Electric, provide a range of models designed to meet varied industrial, residential, and municipal needs. Understanding the nuances of submersible pump advantages can greatly influence effective fluid management strategies across various sectors.
Maintenance and Troubleshooting
 To ensure optimal performance and longevity of submersible pumps, regular maintenance and troubleshooting are essential components of pump management. Engineers and pump operators should be familiar with best practices and common issues that may arise during operation, allowing for prompt, effective solutions.
To ensure optimal performance and longevity of submersible pumps, regular maintenance and troubleshooting are essential components of pump management. Engineers and pump operators should be familiar with best practices and common issues that may arise during operation, allowing for prompt, effective solutions.
Routine Maintenance Practices:
1. Visual Inspections:
Regular inspections should include checking for any visible signs of damage to the pump casing, cable wear, and ensuring that the motor’s sealing is intact. This practice helps identify potential issues before they lead to pump failure.
2. Cable Inspection:
As submersible pumps often have electrical components submerged, inspect the electrical cable for any signs of fraying or corrosion. Damaged cables can lead to electrical faults and pose safety hazards.
3. Impeller Cleaning:
If the pump handles solids or abrasive materials, inspect and clean the impeller and intake screen regularly to prevent blockage and reduce wear. Build-up can impede flow and increase the likelihood of overheating.
4. Seal Checks:
Mechanical seals play a critical role in preventing leaks. Inspecting these seals periodically can preemptively address potential water ingress into the motor, which could result in electrical failure. If leaks are detected, the seals should be replaced promptly.
5. Lubrication:
Confirm that bearings are adequately lubricated as per manufacturer specifications to ensure smooth operation. Lack of lubrication can lead to increased friction, heat, and potential pump failure.
6. Functional Testing:
Regularly verify that the pump operates properly under its specified conditions. This includes checking flow rate and pressure, which can indicate performance degradation due to wear or blockages.
Troubleshooting Common Issues:
– Pump Does Not Start:
– Possible Causes: Power supply issues, blown fuses, or faulty controls.
– Solutions: Check the electrical supply and replace any blown fuses. Additionally, verify that control settings or float switches are functioning.
– Low Flow Rate:
– Possible Causes: Blocked impeller, closed valves, or excessive wear in components.
– Solutions: Inspect and clear blockages from the impeller and piping. Verify that all valves are open and functional.
– Overheating:
– Possible Causes: Continuous operation beyond rated capacity, inadequate cooling due to low fluid levels, or worn bearings.
– Solutions: Ensure the pump is appropriately sized for the application and verify that it operates in the recommended fluid levels. Perform bearing maintenance as necessary.
– Vibration or Noise:
– Possible Causes: Misalignment, cavitation, or debris around the impeller.
– Solutions: Ensure proper alignment of the pump and motor, and inspect intake areas for debris that could cause cavitation.
– Unusual Odors or Water Quality Issues:
– Possible Causes: Contamination or leakage of hazardous materials.
– Solutions: Regardless of liquid type—whether clean or wastewater—investigating the source of odor is vital. Check seals, pipe connections, and consider product safety analysis.
Key Factors in Maintenance and Troubleshooting:
– Manufacturer Guidelines: Always refer to the manufacturer’s maintenance manual for specific procedures and recommended maintenance intervals.
– Documentation: Keep thorough records of maintenance activities and any issues that arise, as this will help in identifying patterns that could indicate more significant problems.
– Training: Regular training sessions for personnel on maintenance procedures and troubleshooting methods can enhance the effectiveness of routine care.
| Maintenance Practices | Troubleshooting Common Issues |
|---|---|
|
|
In summary, understanding routine maintenance and troubleshooting techniques is crucial for ensuring the continued high performance of submersible pumps in various applications. Using insights from experienced manufacturers and seasoned operators can significantly enhance operational reliability and reduce downtime. Regular attention to these tasks can ensure that submersible pumps perform optimally throughout their service life, contributing to efficient fluid management in diverse sectors.
Selecting the Right Submersible Pump
When selecting the right submersible pump for a given application, several factors must be meticulously evaluated to ensure optimal performance and reliability. Engineers and pump users alike must consider the specific requirements of their applications, the characteristics of the fluid being pumped, and the environmental conditions surrounding the installation.
Key Factors to Consider:
1. Fluid Characteristics:
– Understanding the type and viscosity of the fluid you are pumping is essential. Fluids can vary widely in their properties, and it is crucial to select a pump that can handle the specific characteristics of the fluid, such as:
– Temperature: Ensure the pump materials are suitable for the fluid temperature.
– Chemistry: The pump must be compatible with the fluid’s chemical composition to prevent corrosion and wear.
– Presence of Solids: If the fluid contains solids or abrasives, the pump should be capable of handling such particles without clogging.
2. Flow Rate Requirements:
– Determine the required flow rate for your application. This metric directly affects pump performance and is typically expressed in gallons per minute (GPM) or liters per second (L/s). The selected submersible pump must be capable of delivering the desired flow rate without significant loss of efficiency.
3. Total Dynamic Head (TDH):
– Calculate the total dynamic head, which represents the total energy required to move the fluid from its source to discharge. This calculation includes vertical lift, friction losses in piping, and static head. Understanding TDH is crucial for sizing the pump correctly to prevent cavitation and ensure efficient operation.
4. Pump Material and Construction:
– The construction materials used in the pump are pivotal, especially in applications involving corrosive substances. Typical materials include:
– Stainless Steel: For corrosion resistance in aggressive environments.
– Cast Iron: Often used for general-purpose applications, though less durable in corrosive conditions.
– Thermoplastics: Used for lightweight and chemical-resistant applications.
5. Motor Types:
– The type of motor used in a submersible pump can significantly impact performance and efficiency:
– AC Motors: Standard options for residential and commercial applications.
– DC Motors: Suitable for solar or battery-operated systems, offering flexibility for off-grid solutions.
– VFD Motors: Allow for variable speed settings, enabling more precise control based on demand.
6. Installation Environment:
– Evaluate the physical limitations of the installation site, including:
– Depth: Ensure the pump is rated for the water depth and can operate efficiently without submerging the motor.
– Space Constraints: Confirm that the pump fits within the designated area and meets accessibility requirements for maintenance.
7. Maintenance and Serviceability:
– Consider ease of maintenance and the availability of parts for the selected pump model. Regular maintenance is crucial for the longevity of the pump. Opt for manufacturers that provide comprehensive service and support.
8. Regulatory and Compliance Issues:
– Be aware of any regulations or standards that the pump must comply with, especially in municipal and industrial applications.
Major Manufacturers:
The market for submersible pumps features several well-known manufacturers who provide a variety of options suitable for different applications. Key manufacturers include:
– Grundfos: Renowned for energy-efficient solutions with advanced technology.
– Liberty Pumps: Popular for residential and commercial drainage systems.
– Flygt (Xylem): Known for robust and reliable pumps in demanding environments.
– Zoeller: Offers a wide range of pumps, especially for wastewater management.
– Franklin Electric: Provides solutions for agricultural and residential water systems.
It is essential to compile all this data for informed decision-making during the selection process. By carefully considering the factors outlined above, engineers and users can ensure that they choose the right submersible pump that not only meets performance requirements but also delivers reliability and efficiency for their specific applications.
In summary, understanding the nuances of selection criteria and the characteristics of available pump options is vital for ensuring successful fluid management across various industries, from agriculture to municipal services.