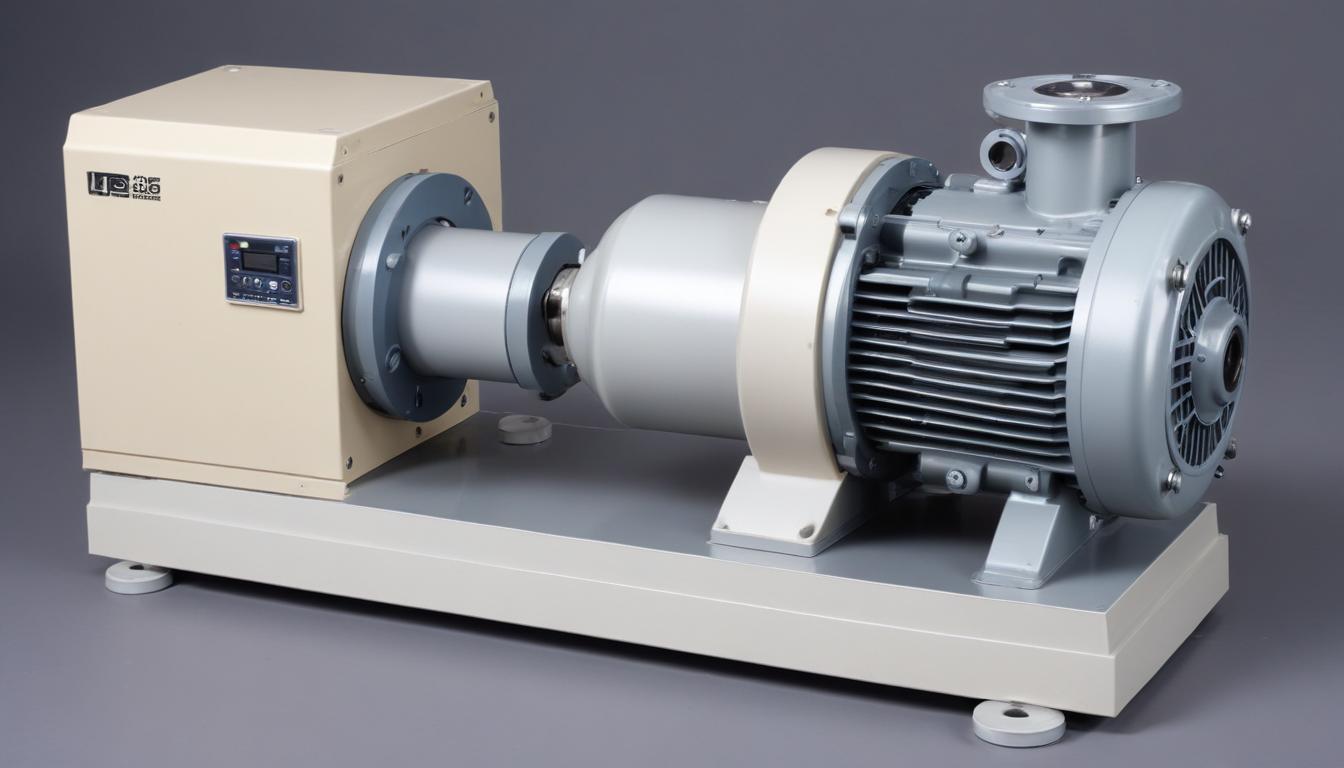
Lobe Pump
Lobe pumps operate on the principle of positive displacement, where fluid is moved through the pump by the mechanical action of rotating lobes. These lobes, typically designed in a figure-eight shape, rotate within a cylindrical housing, creating overlapping chambers that draw fluid in during the suction phase and then push it out during the discharge phase. This volumetric operation allows lobe pumps to handle a variety of fluids, including those with large particulates or high viscosities, at consistent flow rates.
The design of a lobe pump consists of two or more lobes that rotate in opposite directions while maintaining a small clearance from the casing. The housing is typically made of materials that can withstand the specific chemical properties of the fluid being pumped, such as stainless steel or specialized plastics. The key components include:
– Lobes: Engineered for durability and efficiency.
– Casing: Designed to maintain optimal tolerances.
– Drive mechanism: Often a gear system or direct coupling.
Advantages
– Gentle handling of fluids: Ideal for shear-sensitive products.
– High efficiency: Capable of maintaining a constant flow rate regardless of pressure variations.
– Versatile: Can handle a variety of viscosities and solids.
– Ease of cleaning: Many designs allow for quick disassembly, facilitating sanitation.
Disadvantages
– Initial cost: Higher than some other pump types due to complex design.
– Size and weight: Generally bulkier compared to other positive displacement pumps.
– Maintenance requirements: Regular inspection is necessary to avoid wear on lobes and casing.
Major Manufacturers
– Waukesha Cherry-Burrell
– Alfa Laval
– Graco
– Verder
Common Applications
– Food and beverage: Transfer of creams, sauces, and other viscous products.
– Pharmaceutical: Handling of active ingredients and sensitive formulations.
– Cosmetics: Pumping gels and creams with precise flow control.
– Chemical processing: Moving viscous or abrasive fluids, including slurries.
With its significant advantages and specific design features, lobe pumps are a critical component in various industrial applications, providing reliability and efficiency in fluid transport.
Applications of lobe pumps
Lobe pumps are integral to numerous industries due to their distinctive operational characteristics and versatility. Their design allows them to excel in various applications, particularly where precise flow control and the ability to handle a diverse range of fluid types are essential.
In the food and beverage industry, lobe pumps are commonly used for the transfer and processing of viscous products such as sauces, creams, and purées. Their gentle pumping action minimizes shear, preserving the quality of delicate ingredients. Additionally, they are utilized in pasteurization systems, where maintaining product integrity is paramount.
The pharmaceutical industry also benefits from the use of lobe pumps, especially for the transportation of active ingredients, APIs (active pharmaceutical ingredients), and sensitive formulations. Sterility and precise dosing are critical in this sector, making lobe pumps ideal due to their ability to handle viscous and high-purity fluids while providing reliable performance.
In the cosmetics industry, lobe pumps are employed to pump gels, creams, and emulsions with varying viscosities. Their design allows for consistent and controlled delivery, which is crucial for achieving the desired texture and formulation of finished products.
Lobe pumps find significant application in chemical processing as well, where they handle abrasive and corrosive fluids, including viscous slurries. Their robust construction and ability to withstand harsh chemicals make them suitable for a wide range of applications, including the transfer of solvents, paints, and inks, while ensuring effective flow rates.
The following table summarizes key applications of lobe pumps across different industries:
| Industry | Common Applications |
|---|---|
| Food and Beverage | Transfer of creams, sauces, pastes, and other viscous products |
| Pharmaceutical | Handling of APIs and sensitive formulations |
| Cosmetics | Pumping gels, creams, and emulsions |
| Chemical Processing | Moving viscous or abrasive fluids, including slurries |
Overall, lobe pumps serve a wide range of applications by providing reliable, efficient, and precise fluid transport in diverse industrial settings. Their ability to handle various fluid properties while maintaining product integrity cements their role as an essential equipment choice in many processing operations.
Types of lobe pumps
 Lobe pumps can be categorized into several types based on design features, functionality, and application requirements. Each type has unique characteristics that influence its performance and suitability for specific industries.
Lobe pumps can be categorized into several types based on design features, functionality, and application requirements. Each type has unique characteristics that influence its performance and suitability for specific industries.
1. Twin-Lobe Pumps:
Twin-lobe pumps are the most common type of lobe pumps. They utilize two lobes that rotate in opposite directions. This configuration allows for effective fluid transfer and is widely used in various applications.
– Advantages:
– Efficient operation with good flow rates.
– Simple design, making maintenance easier.
– Versatile for handling a variety of fluids.
– Disadvantages:
– Limited handling of abrasive materials.
– May require more frequent maintenance than some designs.
– Common Applications:
– Food processing for sauces and syrups.
– Pharmaceutical manufacturing for viscous formulations.
2. Triple-Lobe Pumps:
As the name suggests, these pumps utilize three lobes per rotor. The added lobes create a smoother flow and reduce pulsation compared to twin-lobe designs.
– Advantages:
– Lower shear rates, ideal for shear-sensitive fluids.
– Enhanced flow stability with reduced pulsation.
– Greater efficiency at various speed ranges.
– Disadvantages:
– Higher manufacturing costs due to complexity.
– Slightly larger footprint compared to twin-lobe pumps.
– Common Applications:
– Dairy processing for milk and creams.
– Cosmetics for lotions and emulsions.
3. Gear-Driven Lobe Pumps:
In this design, a gear mechanism drives the lobes. This setup can lead to higher efficiency and more consistent flow rates.
– Advantages:
– Increased pressure capabilities.
– Consistent performance across different viscosities.
– May handle solids better than some other types.
– Disadvantages:
– Higher initial cost due to gear mechanisms.
– Potential for increased wear on gears and lobes.
– Common Applications:
– Chemical processing for adhesives and sealants.
– Paint and ink application in manufacturing.
4. Custom Lobe Pumps:
These pumps are designed specifically for unique requirements within an industry. They can include various features tailored to specific fluid characteristics or operational demands.
– Advantages:
– Tailored solutions for specialized applications.
– Enhanced performance for unique fluid properties.
– Disadvantages:
– Higher development costs and longer lead times.
– Limited availability of replacement parts due to customization.
– Common Applications:
– Specialized food and beverage applications requiring unique conditions.
– Personalized pharmaceutical formulations.
The following table summarizes the types of lobe pumps with their corresponding advantages, disadvantages, and applications:
| Type of Lobe Pump | Advantages | Disadvantages | Common Applications |
|---|---|---|---|
| Twin-Lobe Pumps | Efficient operation, simple design, versatile | Limited abrasive handling, more frequent maintenance | Food processing, pharmaceutical manufacturing |
| Triple-Lobe Pumps | Lower shear rates, enhanced flow stability, greater efficiency | Higher costs, larger footprint | Dairy processing, cosmetics for lotions |
| Gear-Driven Lobe Pumps | Increased pressure capabilities, consistent flow | Higher initial costs, potential increased wear | Chemical processing, paint and ink application |
| Custom Lobe Pumps | Tailored solutions, enhanced performance | Higher development costs, limited parts availability | Specialized food applications, personalized pharmaceuticals |
Understanding the different types of lobe pumps and their respective advantages, disadvantages, and applications allows engineers and pump users to select the most appropriate solution for specific operational needs across various industries.
Advantages and disadvantages
The implementation of lobe pumps presents notable advantages alongside several obstacles that users must consider.
The primary benefits of lobe pumps are:
– Gentle Fluid Handling: Lobe pumps are particularly effective at pumping shear-sensitive fluids. The design minimizes shear forces on the fluid, making them ideal for applications such as food and pharmaceuticals where maintaining product integrity is crucial.
– High Efficiency: These pumps can maintain a consistent flow rate despite variations in pressure, allowing for optimal operational performance in various conditions. This reliability translates into reduced energy consumption and better overall efficiency.
– Versatility: Lobe pumps can efficiently handle a wide range of fluid viscosities and particulate sizes. This ability makes them suitable for many applications across diverse industries, including chemicals, food, and pharmaceuticals.
– Ease of Cleaning: Many lobe pump designs facilitate quick disassembly for cleaning, a feature highly valued in industries where hygiene is paramount. This characteristic aids compliance with regulatory standards, especially in food and pharmaceutical environments.
However, there are also disadvantages associated with lobe pumps:
– Initial Cost: The complexity of the design contributes to a higher upfront investment compared to some simpler pump technologies. This cost can be a barrier for smaller operations or those on a tight budget.
– Size and Weight: Lobe pumps tend to be bulkier and heavier than other positive displacement pumps, potentially complicating installation and requiring more significant floor space.
– Maintenance Requirements: Regular inspection and maintenance are essential to keep lobe pumps operating efficiently. The wear on lobes and casing can necessitate more frequent servicing, impacting operational uptime and total cost of ownership.
Major manufacturers offering lobe pumps include:
– Waukesha Cherry-Burrell
– Alfa Laval
– Graco
– Verder
These companies provide various models designed to meet the unique needs of different industries, ensuring that users can find suitable solutions tailored to their specific requirements.
In terms of applications, lobe pumps are extensively employed in:
- Food and Beverage: Ideal for transferring viscous products such as sauces, creams, and syrups, ensuring gentle handling and product quality preservation.
- Pharmaceutical: Utilized for moving active ingredients in a manner that maintains sterility and dosage accuracy.
- Cosmetics: Essential for consistent delivery of lotions and creams, allowing manufacturers to meet strict formulation standards.
- Chemical Processing: Involved in fluid movement for slurries, adhesives, and other abrasive substances, benefiting from robust materials and design.
Through understanding both the advantages and disadvantages of lobe pumps, engineers and users can make informed decisions for their pumping requirements, optimizing performance across a variety of challenging applications.
Maintenance and troubleshooting
 Maintaining lobe pumps is crucial for ensuring their longevity, efficiency, and reliable performance in various applications. Regular maintenance includes routine inspections, cleaning, and replacing wear components, all of which contribute to optimal functionality.
Maintaining lobe pumps is crucial for ensuring their longevity, efficiency, and reliable performance in various applications. Regular maintenance includes routine inspections, cleaning, and replacing wear components, all of which contribute to optimal functionality.
A significant area of focus is the lubrication system. Proper lubrication reduces friction between the lobes and housing, minimizing wear on components. Engineers must ensure that the appropriate lubricant is used, adhering to the manufacturer’s specifications. It is essential to check and maintain lubricant levels periodically to avoid damage from inadequate lubrication.
The wear of lobes and casing is another critical maintenance consideration. Over time, components may experience wear due to the nature of the fluids being pumped, especially if they contain abrasive particles or are chemically aggressive. Regular inspection of the lobes for signs of wear or damage is critical, as even minor deterioration can lead to decreased efficiency and increased operational costs. It is advisable to replace worn lobes and casing promptly to avoid more significant issues.
Moreover, the seals and gaskets in a lobe pump should be routinely checked and replaced as needed. Seals play a vital role in preventing leaks, which, if not addressed, can lead to not only product loss but also safety hazards. Engineers should look for signs of leaking or physical degradation of seals to maintain effective operation.
To facilitate troubleshooting, operators should monitor several performance indicators:
1. Flow Rate Variability: If the flow rate fluctuates, it may indicate wear on lobes or blockages within the system. Regular monitoring can help identify trends leading to performance degradation.
2. Noise Levels: Unusual noises during operation can signal underlying mechanical issues, such as misalignment or failing bearings. Prompt attention to these sounds can prevent more severe failures.
3. Pressure Changes: Significant pressure variation may suggest blockages, leaks, or issues with the fluid being pumped. Addressing pressure anomalies quickly will aid in maintaining a steady flow supply.
4. Temperature Monitoring: An increase in operating temperature can indicate frictional wear or inadequate lubrication. If temperature rises above recommended levels, adjustments in lubrication or component checks should be performed immediately.
Having a well-documented maintenance schedule can significantly enhance the reliability and performance of lobe pumps. This schedule should include:
– Daily Inspections: Visual checks for leaks, unusual noises, and unexpected vibrations.
– Weekly Maintenance: Lubrication checks, seal inspections, and monitoring of performance indicators.
– Monthly Overhauls: Detailed inspections of lobes, casing, and all other components, ensuring that all parts are in good condition and ready for optimal operation.
Eradicating potential issues through diligent maintenance significantly minimizes downtime and enhances the overall lifecycle of lobe pumps. Adhering to best practices in maintenance and troubleshooting not only safeguards investments but also ensures that end-user expectations for performance and reliability are consistently met.
Major manufacturers in lobe pumps like Waukesha Cherry-Burrell, Alfa Laval, Graco, and Verder typically provide maintenance guidelines tailored to their pump designs, which are worth following to ensure peak operational performance.
Comparison with other pump types
When comparing lobe pumps to other pump types, several factors need to be considered, including the operational principles, performance characteristics, and suitability for specific applications. Below is a comprehensive analysis of how lobe pumps stack up against other common types of pumps, such as gear pumps, diaphragm pumps, and centrifugal pumps.
Performance Characteristics
– Flow Rate and Pressure: Lobe pumps offer consistent flow rates even under varying pressures, making them suitable for applications requiring precise delivery. In contrast, centrifugal pumps are highly efficient at displacing large volumes but can struggle with viscosity changes or solids handling. Gear pumps, known for their ability to deliver high pressure, may not be as efficient with non-lubricating fluids.
– Viscosity Handling: Lobe pumps excel in transferring a wide range of viscosities and shear-sensitive fluids. Gear pumps also handle high-viscosity fluids but may lead to shear degradation. Diaphragm pumps are versatile in handling various fluid types, including slurries, but they may not handle very high-viscosity fluids as efficiently as lobe pumps.
– Particulate Handling: Lobe pumps can manage fluids with larger particulates due to their design, whereas centrifugal pumps may become clogged when dealing with solids. Gear pumps may experience wear and damage if particulates are not adequately filtered out.
Maintenance and Downtime
– Lobe pumps generally require regular maintenance due to component wear, similar to gear pumps. However, diaphragm pumps often have simpler maintenance requirements since they do not have gears or lobes that wear down as quickly. In terms of downtime, while lobe pumps may require frequent checks and potential replacements of lobes and seals, centrifugal pumps tend to have longer operational intervals before requiring significant maintenance.
Operating Conditions
– Temperature and Chemical Resistance: Lobe pumps can be designed with robust materials suitable for aggressive chemicals and higher temperatures. Gear pumps may be limited based on material specifications, while diaphragm pumps can handle corrosive fluids but may require attention to their diaphragm integrity over time.
– Energy Efficiency: While lobe pumps are efficient, their energy consumption is typically higher than centrifugal pumps at equivalent flow rates due to their positive displacement nature. Diaphragm pumps also tend to have higher energy consumption compared to centrifugal counterparts.
Cost and Application Suitability
– The initial investment for lobe pumps tends to be higher than for centrifugal and diaphragm pumps, often due to their complex design and construction. Gear pumps, while also having a higher upfront cost, may offer lower maintenance costs in some applications.
– In summary, the selection of pump type significantly depends on the specific application requirements. Lobe pumps are ideal for applications requiring gentle handling of shear-sensitive fluids, precise flow rates, and the ability to handle large particulates, as seen in food, pharmaceutical, and chemical industries. In contrast, centrifugal pumps are better suited for low-viscosity applications, while gear pumps are preferred for high-pressure situations, and diaphragm pumps excel in applications requiring chemistries where exceptional chemical resistance is necessary.
The following table summarizes the comparison of lobe pumps against other popular pump types:
| Characteristic | Lobe Pumps | Centrifugal Pumps | Gear Pumps | Diaphragm Pumps |
|---|---|---|---|---|
| Flow Rate Consistency | High | Variable with viscosity | High | Moderate |
| Viscosity Handling | Excellent | Poor for high viscosity | Good for high viscosity | Moderate |
| Particulate Handling | Good | Poor | Poor | Good |
| Maintenance Requirements | Regular | Periodic | Moderate | Low |
| Energy Efficiency | Moderate | High | Moderate to high | Moderate |
| Initial Cost | High | Low to moderate | Moderate | Moderate |
| Best Applications | Food, pharma, chemicals | Water, low-viscosity liquids | High-pressure, lubricating fluids | Chemicals, viscous fluids |
In conclusion, the choice between lobe pumps and other types must consider the specific operational needs, including fluid properties, required flow consistency, and maintenance capabilities. This analysis facilitates informed decision-making for engineers and pump users in selecting the most suitable pump technology for their applications.