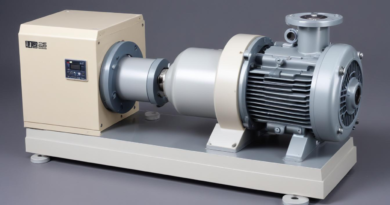
Vacuum Pump
Vacuum pumps are integral components in various industrial processes and scientific applications. These devices create a vacuum by removing air and gases from a sealed space, enabling numerous applications across sectors such as pharmaceuticals, food packaging, chemical production, and semiconductor manufacturing.
One of the primary applications of vacuum pumps is in the pharmaceutical industry, where they are used for processes like freeze drying, solvent removal, and the concentration of products. The capability to create a controlled environment minimizes contamination risks, ensuring the integrity of sensitive materials.
In the food packaging sector, vacuum pumps are employed to remove air from packaging to extend shelf life and maintain product freshness. This process not only helps in preserving food quality but also reduces the volume of packaging needed. Major suppliers in this field include PLACEHOLDER93199b6808e7e53e, known for their robust solutions for food processing, and PLACEHOLDER5efe317820c494d8, which offers advanced vacuum technology for the food sector.
Semiconductor manufacturing is another critical area where vacuum pumps are indispensable. They are utilized during the fabrication of microchips, where a high vacuum environment is essential to prevent contamination and ensure the precision of manufacturing processes. Renowned companies in this segment include PLACEHOLDERdb97491b5fa0b0c7, providing advanced vacuum technology tailored for the semiconductor industry, and PLACEHOLDER296e9a74b5870684, known for their high-performance solutions.
In the chemical industry, vacuum pumps assist in processes such as distillation, evaporation, and filtration. Removing air from these processes can enhance yield and purity by decreasing boiling points and preventing oxidation. Major players like PLACEHOLDER03005fab1a86d6e6 and PLACEHOLDERa9834b941bc214f1 supply specialized pumps to handle aggressive chemicals effectively.
Vacuum pumps are also critical in laboratory settings where they are used to create vacuums for filtration, degassing liquids, and vacuum drying samples. This application is essential for research and quality control in many scientific fields. Leading manufacturers in the laboratory segment include PLACEHOLDER23b28b9a2c0ecde0 and PLACEHOLDER9b00fb1af6731887.
One important note regarding the applications of vacuum pumps is the variance in required vacuum levels and the specific characteristics suitable for each scenario. The choice of vacuum pump depends on the particular application requirements, including the desired vacuum level, the types of gases being evacuated, and the operational environment.
Common applications of vacuum pumps can be summarized as follows:
– Pharmaceuticals: Freeze drying, solvent recovery
– Food Packaging: Extending shelf life, maintaining freshness
– Semiconductors: Chip fabrication, process vacuum
– Chemical Processing: Distillation, evaporation
– Laboratory: Filtration, degassing, drying
Overall, the variety and adaptability of vacuum pumps contribute significantly to modern manufacturing and processing technologies, highlighting their vital role across multiple industries.
Types of vacuum pumps
Vacuum pumps can be classified into several categories based on their operating principles and construction. Each type has distinct operational mechanisms that influence their suitability for specific applications, as well as certain advantages and disadvantages worth considering.
Positive Displacement Pumps
Positive displacement pumps operate by mechanically capturing and transporting fixed amounts of gas. The gas is trapped in a chamber and then expelled when the chamber is sealed. The two most common types of positive displacement vacuum pumps are diaphragm pumps and rotary vane pumps.
– Advantages:
– Excellent for achieving low vacuum levels.
– Minimal contamination risk due to the absence of oil.
– Simple design and low maintenance requirements.
– Disadvantages:
– Limited pumping speed compared to other pump types.
– Performance can be affected by the compressibility of the gas.
Common applications for positive displacement pumps include laboratory sample drying and solvent extraction processes in pharmaceuticals. Prominent manufacturers include PLACEHOLDER64bbe6db5a4fc120 and PLACEHOLDER9466039a95533c0b.
Momentum Transfer Pumps (Turbomolecular Pumps)
Momentum transfer pumps function by utilizing high-speed rotor blades to accelerate gas molecules, directing them toward the exhaust. This method is highly effective for creating high vacuums.
– Advantages:
– Capable of achieving ultra-high vacuum levels.
– High operational speeds and efficiency.
– Very clean operation with no need for lubricating fluids.
– Disadvantages:
– Not suitable for applications with high gas loads or large particles.
– Requires a backing pump to maintain operational efficiency.
Turbomolecular pumps are predominantly used in semiconductor manufacture, surface analysis, and high-energy physics research. Leading manufacturers include PLACEHOLDER1414b52c4bf00c26 and PLACEHOLDER1f95ae83e8e6b3fd.
Scroll Pumps
Scroll pumps utilize two interleaved spirals to create vacuum. As the spirals turn, gas is trapped between them and moved outwards, compressing to a lower pressure in the process.
– Advantages:
– Provide oil-free operation, making them ideal for clean applications.
– Silent operation with low vibration.
– Compact design suitable for tight spaces.
– Disadvantages:
– Limited to moderate vacuum levels.
– Can be more expensive than other types.
Scroll pumps are commonly used in applications such as freeze drying, vacuum packaging, and laser systems. Manufacturers like PLACEHOLDER31311b09a1b16ff9 and PLACEHOLDER60c9c8530de5240b specialize in scroll pump technology.
Liquid Ring Vacuum Pumps
Liquid ring vacuum pumps utilize a rotating impeller and a liquid (typically water) to create a ring. The gas is trapped within the liquid ring and pumped away. They are particularly suited for handling humid or vapor-laden gases.
– Advantages:
– Robust against vapor-containing gases and can handle liquid discharges.
– Continuous operation with reduced wear and tear.
– Suitable for both low and medium vacuum levels.
– Disadvantages:
– Less efficient at achieving high vacuum levels.
– Requires additional maintenance due to the liquid management system.
Applications of liquid ring vacuum pumps are common in chemical processing, degassing, and in pulp and paper industries. Top manufacturers include PLACEHOLDER49c32517e9217c1c and PLACEHOLDER9bc2f6596634c31a.
Summary of Common Vacuum Pump Types
| Type | Advantages | Disadvantages | Typical Applications | Key Manufacturers |
|—————————|—————————————————-|—————————————————|———————————–|—————————————————|
| Positive Displacement | Low maintenance, excellent low vacuum | Limited speed, gas compressibility issues | Lab processes, pharmaceuticals | PLACEHOLDER6eda2f3fc8a01546, PLACEHOLDER206bb9c817f5a7fa |
| Momentum Transfer (Turbo) | Ultra-high vacuum, efficient | Not suitable for high gas loads, needs backing | Semiconductors, research | PLACEHOLDER3fe267693d0fb391, PLACEHOLDER734913773455667f |
| Scroll | Oil-free, quiet, compact | Moderate vacuum limits, higher initial cost | Freeze drying, vacuum packaging | PLACEHOLDER74084adc09667f46, PLACEHOLDER9aad696c488627ae |
| Liquid Ring | Handles vapor/gas mixtures, robust | Less efficient for high vacuums, liquid management needed | Chemical processing, pulp/paper | PLACEHOLDER62fa36ecd12fdc29, PLACEHOLDERa220a540f924293d |
Choosing the correct vacuum pump type is crucial, as it greatly affects the performance, efficiency, and reliability of the vacuum system in various applications across different industries.
Operating principles
 Vacuum pumps operate on fundamental principles that determine how they generate a vacuum and accomplish gas removal from a sealed environment. Understanding these principles is crucial for engineering applications and optimizing vacuum pump performance.
Vacuum pumps operate on fundamental principles that determine how they generate a vacuum and accomplish gas removal from a sealed environment. Understanding these principles is crucial for engineering applications and optimizing vacuum pump performance.
Positive displacement pumps function by trapping a fixed volume of gas and then expelling it to create a vacuum. This method relies on mechanical action, typically through the movement of diaphragms, pistons, or rotating vanes. The volume of gas removed depends on the size of the chamber in which the gas is captured. As the chamber expands, gas is drawn in, and when the chamber contracts, the gas is pushed out. Such pumps can achieve moderate vacuum levels, making them suitable for a range of processes in laboratories and the pharmaceutical industry. Notable manufacturers in this category include PLACEHOLDER7f8101db05364da9 and PLACEHOLDERa5cc16d7e5c1c619.
Momentum transfer pumps, such as turbomolecular pumps, utilize high-speed rotor blades to impart momentum to gas molecules, effectively directing them toward the exhaust. As the rotor spins rapidly, the impact on the gas molecules allows for the creation of a high vacuum. These pumps are particularly valuable in semiconductor fabrication and scientific research. The principal advantage of turbomolecular pumps is their ability to achieve ultra-high vacuum levels while providing clean operation without lubricating fluids. However, they require a backing pump to operate effectively when faced with atmospheric pressure. Major players in this market include PLACEHOLDER2ad452d47be9b877 and PLACEHOLDER08164adaa45ead3b.
Scroll pumps rely on two interleaved spiral scrolls to trap and compress gas as they rotate. This design allows for an oil-free operation, making them ideal for applications requiring minimal contamination. Scroll pumps are utilized in environments like freeze drying and vacuum packaging, which demand clean and quiet operation. While they are compact and efficient for moderate vacuum levels, scroll pumps can be more expensive compared to other types. Top manufacturers include PLACEHOLDERd26983ae8695c40c and PLACEHOLDER5da28cfb2c5f2b2d.
Liquid ring vacuum pumps create a vacuum using a rotating impeller that generates a liquid ring, typically water or oil, around its casing. The gas to be evacuated is trapped within the liquid ring and directed to the exhaust. This design is especially effective for handling vapor-laden gases and allows for continuous operation. While they can handle wet gases and provide durability, liquid ring pumps are limited in achieving high vacuum levels and require proper management of the liquid used. These pumps are often used in chemical processing and pulp and paper industries. Notable manufacturers include PLACEHOLDERb34f3f0cf6c930ff and PLACEHOLDER6145d480d6684a3b.
When choosing a vacuum pump type, consider the operational requirements such as the desired vacuum level, gas type, and application conditions. Each pump type offers unique advantages and disadvantages that must be evaluated based on the specific context of use. Understanding these operating principles allows engineers and users to make well-informed decisions, leading to optimal performance in vacuum-based applications across various industries.
Maintenance and troubleshooting
Maintaining vacuum pumps is crucial for ensuring operational efficiency, reliability, and longevity of the equipment. Proper maintenance routines can prevent common issues that can lead to decreased performance or complete pump failure. Understanding the common troubleshooting techniques can also help users quickly identify and resolve problems that may arise during use.
Regular inspection and maintenance of vacuum pumps should include checking the oil levels (for oil-sealed pumps), sealing elements, and performance metrics such as pressures and flow rates. For oil-sealed pumps, replacing the oil at regular intervals prevents the build-up of contaminants that may compromise pump performance. Users should also monitor for unusual sounds or vibrations that could indicate misalignment or wear of internal components.
Common Maintenance Practices
1. Oil Changes and Filtration:
– Oil-sealed pumps require periodic oil changes, often dictated by the pump manufacturer’s guidelines. Fresh oil reduces the risk of pump failure due to contamination.
– Advantages: Maintaining clean oil prevents corrosion and ensures optimal lubrication, enhancing pump lifespan and performance.
– Disadvantages: Maintenance requires downtime for oil replacement and cleanup, which could disrupt operations.
2. Seal and Gasket Replacement:
– Seals and gaskets should be inspected regularly and replaced when they show signs of wear or damage. Leaky seals can lead to diminished vacuum performance and contamination.
– Advantages: Improved reliability and efficiency of the pump, preventing costly leaks and downtime.
– Disadvantages: Replacement processes can be labor-intensive and may involve disassembly of pump components.
3. Regular Filter Cleaning and Replacement:
– For vacuum pumps equipped with filters, regular cleaning or replacement is essential to prevent blockages that can lead to reduced vacuum levels.
– Advantages: Ensures consistent performance and air quality for applications sensitive to contamination.
– Disadvantages: Filters must be managed as part of a maintenance schedule, which can add to operational overhead.
4. Monitoring System Performance:
– Using monitoring systems to track pressure, vacuum levels, and motor performance helps in identifying deviations from normal operations before they result in failure.
– Advantages: Early detection of issues allows proactive maintenance, minimizing downtime.
– Disadvantages: Requires investment in monitoring technology and training of personnel.
Common Troubleshooting Techniques
1. Identifying Vacuum Loss:
– Vacuum loss can be attributed to leaks in system connections or worn-out seals. Conducting regular leak tests can help identify these issues.
– Effective Methods: Use of soap solution to detect leaks, vacuum gauges to monitor pressure variations.
– Challenges: Detecting small leaks may require sophisticated detection equipment.
2. Performance Degradation:
– When a pump is not achieving its designed vacuum levels, it may be caused by a build-up of debris in filters or oil contamination.
– Recommended Actions: Clean filters and check oil quality, replacing when necessary.
– Difficulty Level: Can be a straightforward fix if the user is trained in maintenance procedures.
3. Electrical and Mechanical Failures:
– Electrical components (like motors and switches) may fail due to overheating or faulty wiring, while mechanical issues may stem from wear on internal parts.
– Diagnostic Steps: Inspect electrical connections and perform routine checks on mechanical components for signs of wear.
– Complexity: May require specialized skills for electrical or motor repairs.
Equipment and Tooling for Maintenance
Regular maintenance and troubleshooting require appropriate tools and equipment. Basic maintenance kits generally include oil extractors, oil, wrenches, sockets, and screwdrivers, alongside specialized tools for more complex operations such as alignment tools and leak detection equipment. Manufacturers often provide specific guidelines on the tools required for maintenance of their pumps, emphasizing the importance of using manufacturer-approved tools to ensure optimum performance.
Conclusion
When properly maintained, vacuum pumps can provide years of reliable operation with minimal disruptions. When users understand common maintenance practices and troubleshooting techniques, they can significantly enhance the efficiency and lifespan of their vacuum systems. Regular attention to performance indicators and operational configures facilitates early problem detection, ultimately delivering smoother operations across various applications.
Some well-established manufacturers known for providing high-quality vacuum pumps include PLACEHOLDER01b9d891b2fd04e3, PLACEHOLDER3d9a15cec023c838, PLACEHOLDERfb2a4e1b7569b3d1, and PLACEHOLDER3466c7f2fad1d9f0. Each offers an array of services and spare parts to support pump maintenance and troubleshooting, promoting seamless functionality in many industrial and laboratory environments.
Advantages of vacuum technology
 Vacuum technology offers numerous advantages that propel its application across diverse sectors. One of the primary benefits is the ability to create controlled environments by effectively removing air and other gases. This capability is essential in processes like freeze drying in pharmaceuticals, where maintaining the integrity of sensitive materials is paramount. In this context, creating a vacuum minimizes the risk of oxidation and contamination.
Vacuum technology offers numerous advantages that propel its application across diverse sectors. One of the primary benefits is the ability to create controlled environments by effectively removing air and other gases. This capability is essential in processes like freeze drying in pharmaceuticals, where maintaining the integrity of sensitive materials is paramount. In this context, creating a vacuum minimizes the risk of oxidation and contamination.
Another significant advantage is energy efficiency. By reducing the energy required for various thermodynamic processes, vacuum systems improve energy utilization, particularly in applications where boiling points are lowered in the presence of a vacuum. This energy efficiency translates into cost savings for manufacturers and reduces the environmental footprint of industrial processes.
Vacuum technology also enhances product quality. For instance, in food packaging applications, removing air from packaging not only extends shelf life but also preserves flavor, color, and nutritional value, allowing for the delivery of higher-quality products to consumers. In the semiconductor industry, a controlled vacuum environment leads to fewer defects in chip fabrication, resulting in higher yields of functional products.
From a legislative and health perspective, employing vacuum technology supports compliance with safety and hygiene standards. By minimizing contamination risks through vacuum applications, industries can uphold health regulations, especially important in pharmaceuticals and food processing.
However, there are disadvantages to consider. The initial setup cost of vacuum systems can be substantial, which might deter smaller operations from investing in such technologies. The complexity of operating conditions also requires skilled personnel to manage and maintain vacuum systems, resulting in additional operational costs. Furthermore, certain vacuum-types may be limited in their operational range, leading to compromises in specific applications.
Prominent manufacturers in the vacuum technology space include PLACEHOLDER815e303526f5b633, recognized for their superior vacuum pumps and systems designed for a range of industries. PLACEHOLDERf18cfa04825e0c34 provides innovative turbomolecular and scroll pumps that cater to high-tech sectors. Busch Vacuum Solutions is another leader, offering comprehensive vacuum solutions tailored to diverse applications.
The applications of vacuum technology are vast, spanning from pharmaceuticals to food processing, semiconductor fabrication, and beyond. Each sector capitalizes on the fundamental advantages of vacuum systems, thereby streamlining processes, enhancing product quality, and adhering to stringent health and safety guidelines.
Safety considerations in vacuum pump use
Safety considerations are paramount in the operation and maintenance of vacuum pumps, as these systems can present various hazards if not managed appropriately. Familiarity with these safety factors is essential for engineers and pump users to minimize risks associated with vacuum pump operations.
One primary safety concern involves the vacuum environment itself. When operating at high vacuum levels, the risk of implosion exists if components (like glass vessels) that fail can shatter or implode violently, potentially causing injury. Therefore, the use of vacuum-rated materials and protective enclosures is crucial to mitigate this risk.
Another significant concern is the handling of gases and vapors being evacuated from systems. Depending on the application, the gases could be toxic, flammable, or corrosive. Ensuring that proper ventilation, gas monitoring, and exhaust systems are in place is vital to safeguard personnel and surrounding environments from harmful exposure. Additionally, using neutralizing agents or scrubbing systems can effectively handle hazardous exhaust gases.
Thermal hazards also accompany vacuum operations, particularly when pumps operate at high temperatures or are in contact with hot gases. Engineers should ensure that thermal insulation and appropriate cooling systems are installed to prevent burns or other heat-related injuries.
Moreover, vacuum pumps require electrical components that may pose electrocution risks if not properly maintained. Regular inspections of electrical wiring, grounding, and controls are necessary to ensure they follow safety standards. Additionally, personnel should be trained to safely operate and maintain electric-powered equipment, including the understanding of lockout/tagout procedures during maintenance.
Pressure relief and safety valves are integral components of vacuum systems. These devices help prevent overpressure situations that could damage pumps or lead to failure. It’s critical that engineering teams ensure these safety devices are functional and calibrated according to manufacturer specifications.
To effectively manage these hazards, a thorough risk assessment should be conducted before implementing a vacuum system. This assessment should evaluate potential risks associated with vacuum processes, materials being handled, and the specific environment in which the pump will operate. Engineering teams should develop a comprehensive safety protocol that includes emergency response actions and maintenance checklists tailored to the vacuum systems in use.
Engaging safety training programs for personnel working with vacuum technology will further strengthen safety practices. Topics should cover emergency procedures, handling hazardous materials, recognizing signs of equipment failure, and understanding safety equipment.
Manufacturers such as PLACEHOLDER679a9b5f061f79c8 emphasize the importance of safety in vacuum pump design and operation, providing guidelines for safe use and maintenance. Similarly, companies like PLACEHOLDER8866b69b28b171a0 offer detailed safety information related to their systems, ensuring customers get the support necessary for safe operation in various applications.
In summary, the inherent risks associated with vacuum pump operations necessitate a proactive approach to safety. By implementing rigorous safety measures, conducting proper training, and adhering to manufacturer guidelines, engineers and pump users can significantly decrease the potential for accidents while promoting a safe working environment.